ÜRETMİŞ OLDUĞUMUZ EKİPMANLAR
Düşey bir karıştırmalı değirmenler , değirmen teknolojisi pigment endüstrisinde kullanılan kum değirmenlerinden geliştirilmiştir . Öğütme odasının en yükseklik oranı birdir. Değirmen içerisindeki 11m/sn hızda dönen şafta belli sayıda pimler bağlıdır . Günümüzde yaklaşık 200 tane kaolin ve kalsiyum karbonat zenginleştirme tesisinde kullanılmaktadır.
Devre beslemesinin d80 boyutu 44μm ve ürün d80 boyutu 7,5 μm’dir. Öğütme ortamı olarak 1-2 mm Silika kum kullanılır ve genelde spesifik enerji tüketimi 34-37kWh/t arasında değişmektedir. Diğer doğal mineraller de öğütme ortamı olarak kullanılabilmektedir. İri öğütme ortamı elek ve karıştırıcı aşınmasına sebep olduğu için tercih edilmemektedir. 1mm öğütme ortamı için besleme boyutu d80 50 μm’dir. Besleme üstten yapılırken öğütülmüş ürün değirmeni öğütme ortamının geçmesine izin vermeyen 300 μm’luk elekten geçerek deşarj edilir. Karıştırmalı değirmenlerin performansı üzerinde etki eden pek çok parametre vardır. Bu parametreler minimum enerji tüketimiyle istenen ürün inceliğine ulaşmak için optimize edilmelidir. Bu değişkenler tasarım ve işlem değişkenleri olmak üzere iki ana grupta toplanmaktadır.
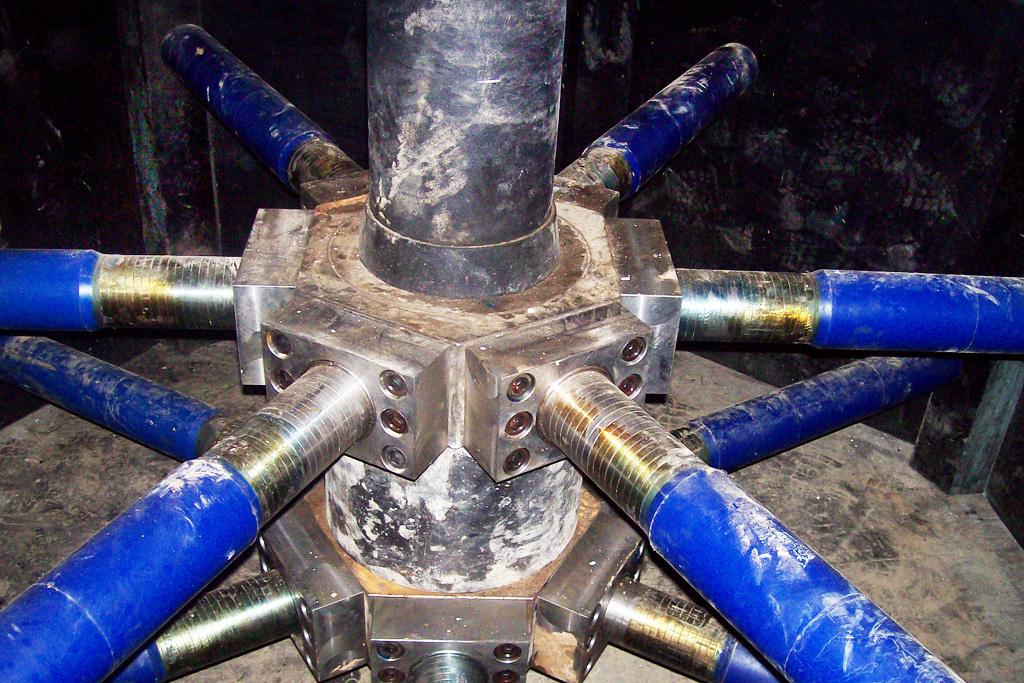
Tasarım değişkenleri grubunda değirmenin boy/çap oranı, karıştırıcı tipi, konumu ve sayısı, karıştırıcı şaft üzerinde bulunan disk veya çubukların boyutları ve şaft üzerindeki konumları gibi değişkenler bulunmaktadır. Tasarımlardaki bu değişiklikler değirmen içindeki akış karakterini değiştirmekte ve böylece bilya hareketini düzenlemektedir. Karıştırmalı değirmenlerin öğütme odası ve karıştırıcı geometrisine göre disk karıştırıcılı değirmen, pin karıştırıcılı değirmen ve halkalı karıştırıcılı değirmen olmak üzere üç farklı tasarımı vardır.
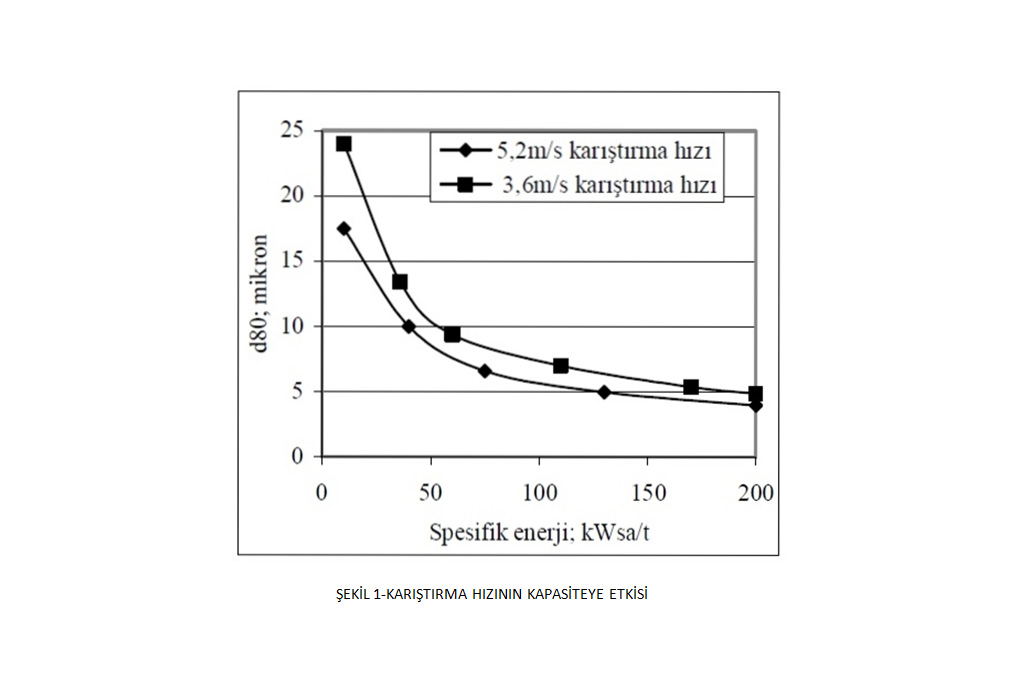
Karıştırmalı değirmenlerde öğütme santrifüj kuvvete bağlıdır. F = R.m.ω2 Burada; F: santrifüj kuvvet (gr.cm.sn-2); R:dönme yarıçapı (cm); m:cismin kütlesi (gr); ω: açısal dönme hızı (radyan.sn-1) dır. Karıştırmalı değirmenlerde karıştırma hızının artmasıyla elde edilen ürünün tane boyutu küçülmekte ve değirmenin harcadığı güç artmaktadır. Böylece değirmenin birim hacminde harcanan özgül enerji miktarında bir artış olduğu görülmektedir. Bunun sonucunda istenen ürün tane boyutuna daha kısa sürede ulaşılmakta ve değirmen kapasitesinde artış gerçekleşmektedir (Şekil 1). Bunlara karşın yüksek hızlarda endüstriyel ölçekte tasarımdaki güçlükler nedeniyle optimum bir hız seçimi gerekmektedir